

Вытворчая лінія раствора для перытанеальнага дыялізу (CAPD)




НашВытворчая лінія раствора для перытанеальнага дыялізу, з кампактнай канструкцыяй, займае невялікую прастору. Розныя дадзеныя, такія як тэмпература, час, ціск, таксама могуць быць надрукаваны для зваркі, друку, напаўнення, CIP і SIP, таксама могуць быць раздрукаваны па меры неабходнасці. Галоўны прывад у спалучэнні з серварухавіком з сінхронным рамянём забяспечвае дакладнае пазіцыянаванне. Удасканалены масавы расходомер забяспечвае дакладнае напаўненне, аб'ём можна лёгка рэгуляваць з дапамогай інтэрфейсу чалавек-машына.
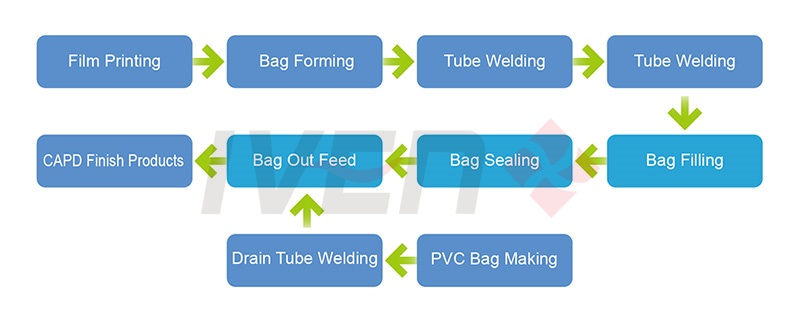
Для друку, фармавання, напаўнення і герметызацыі пакетаў з дапамогай рашэння CAPD, зваркі труб, машыны для вырабу пакетаў з ПВХ.

Перыферыйная зварка з падвойнай адкрытай структурай формы і флуктуацыйнай формай абсталявана астуджальнай пласцінай, што забяспечвае аднолькавую тэмпературу флуктуацыйнай формы і гарантуе, што абсталяванне падчас працэсу фармавання і прыпынку не будзе пераграваць мембранны матэрыял; палепшана якасць прадукцыі.
Награвальная труба і тэрмапара выраблены з алюмініевага сплаву, нагрэў і цеплаперадача раўнамерныя, кантроль тэмпературы дакладны, страты цяпла зніжаюцца, фактычная тэмпература не адлюстроўваецца, а тэмпература на дысплеі неадпаведная, што забяспечвае якасную хуткасць зваркі.
100% выкарыстанне плёнкі, адсутнасць адходаў паміж мяшкамі і групамі.
Форма для фарміравання спецыяльна распрацавана. Апошні сфармаваны пакет з першай групы будзе разразацца разам з першым сфармаваным пакетам з апошняй групы. Гэта добра падыходзіць для перацягвання плёнкі пры расцягванні пакетаў. Толькі адна сістэма можа гарантаваць сінхроннае расцягванне плёнкі і расцягванне пакета. (Гарантавана аднолькавая даўжыня нацяжэння плёнкі кожны раз паміж кожнай групай, гэта значыць няма адходаў паміж рознымі групамі - айчынны вытворца мае адходы паміж кожнай групай.)
Пры змене формы для розных спецыфікацый прадуктаў трэба мяняць толькі верхнюю форму, ніжняя форма — гэта агульная рэгуляваная форма, што можа значна зэканоміць час адладкі замены. Форма для фарміравання выраблена са спецыяльных матэрыялаў і па спецыяльнай тэхналогіі ад вытворцаў спецыяльных формаў, што гарантуе якасць і тэрмін службы 100 мільёнаў пакетаў.
Згодна з характарыстыкамі зваркі пластыка, халодную зварку варта выкарыстоўваць адразу пасля двух зварных працэсаў пры высокай тэмпературы. Гэта забяспечыць трываласць зваркі і надасць пластыку добрага выгляду. Такім чынам, другія зварачныя порты патрабуюць халоднай зваркі з тэмпературай зваркі, якая адпавядае рэальнай тэмпературы астуджальнай вады (15ºC-25ºC), час і ціск рэгулююцца.
Дзякуючы запатэнтаванай канструкцыі, станцыя выдалення краёў адходаў з'яўляецца простай і надзейнай, з высокім прапускным каэфіцыентам да 99% і вышэй. Верхні і ніжні накіроўвальныя стрыжні заціскаюць плёнку з адходамі пасля фарміравання пакета і разрываюць яе накіроўвальным цыліндрам для завяршэння фарміравання пакета. Трохкутны край адходаў збіраецца спецыяльнай прыладай. Аўтаматычная станцыя выдалення краёў адходаў не толькі памяншае негатыўныя наступствы штучнага разрыву, але і забяспечвае прыгожую форму пакета.
Выкарыстоўвайце вымяральны расходомер масавага расходу E + H і сістэму напаўнення пад высокім ціскам.
Помпа з рэгуляваннем частаты рэгулюе ціск, для падлучэння трубаправода выкарыстоўваецца медыцынская сіліконавая труба, устойлівая да высокага ціску, лёгкае абслугоўванне, не патрабуецца чыстка мёртвай зоны.
Высокая дакладнасць напаўнення, без мяшка і без кваліфікаванага мяшка, без напаўнення.
У разліўных галоўках выкарыстоўваецца запатэнтаваная тэхналогія гладкай паверхневай герметызацыі, адсутнасць кантакту з міжсценкамі партоў, таму адсутнасць трэння для ўтварэння часціц; гэта таксама дазваляе пазбегнуць пераліву раствора, які выклікаецца зменай памеру партоў, што робіць парты негерметычнымі з разліўнымі галоўкамі.
У ім выкарыстоўваецца ўдасканаленае кіраванне праз ПЛК і інтэграваны метад клапаннага тэрмінала, што забяспечвае простую схему, хуткую рэакцыю на кіраванне, бяспечную і надзейную працу. Частка напаўнення інтэгравана з часткай ушчыльнення ў адзін блок, патрабуецца толькі адна электрычная сістэма кіравання і адзін блок кіравання інтэрфейсам «чалавек-машына»; гэта дазваляе скараціць колькасць як мінімум аднаго аператара, пазбегнуць такіх недахопаў, як несумяшчальнасць паміж двума аператарамі, і павысіць бяспеку і надзейнасць абсталявання.
Сэнсарны дысплей і дакладнае кіраванне ўсімі рэгулятарамі тэмпературы. Асабліва добра бачныя невялікія ваганні момантаў запуску і прыпынку, дапушчальнае адхіленне можа складаць ±1℃.
Друкавальная панэль усталёўваецца на алюмініевую пласціну з дапамогай нержавеючай сталі з дапамогай нітаў-шпільак, каб пазбегнуць аслаблення разьбы на пласціне пасля працяглага выкарыстання.
Рулон плёнкі пазіцыянуецца з раўнамерным нацяжэннем з 4 бакоў, што забяспечвае нацяжэнне плёнкі і плаўны ход. Левы і правы бакі рулона плёнкі фіксуюцца рэгуляванай пазіцыянавальнай пласцінай, што забяспечвае хуткасць і дакладнасць падачы.
Станцыя папярэдняга нагрэву і станцыя тэрмазаваркі выкарыстоўваюць спружынны ігольчасты зонд для вызначэння тэмпературы формы, зручны мантаж і дэмантаж, не ламаецца, дапушчальная адхіленне ± 0,5 ℃.
Змяніце спосаб размяшчэння ўшчыльнення, каб абараніць цыліндр, пазбягайце працяглага награвання.
Прафесійная знешняя праводка, асобныя драты паводле розных класіфікацый, добры знешні выгляд і зручнае абслугоўванне.
Замацуйце ніжнюю форму, але захавайце астуджальную пласціну, каб абараніць плёнку пасля выключэння машыны.
Для навакольнага цеплазашчытвання выкарыстоўваецца спецыяльная форма, усталёўваецца астуджальная пласціна верхняй формы з спружынай.
Дадайце аўтаматычную сістэму падачы, каб вырашыць праблему блакавання і захрасальнасці, знізіць працаёмкасць. Дадайце прыладу для ачысткі і аднаўлення іонным паветрам, каб павысіць празрыстасць прадукту.



